Вакуумная формовка-производство изделий из листового пластика
Производство изделий методом вакуумного формования пластика
Вакуумная формовка - это метод производства, при котором пластик нагревается и формируется, как правило, с помощью пресс-формы. Вакуумные формовочные машины различаются по размерам и сложности от недорогих настольных устройств до автоматизированных промышленных машин.
В чем разница между вакуумной формовкой вакуумной, термоформованием и формованием под давлением?
Основное различие между формованием давлением и вакуумным формованием заключается в количестве используемых пресс-форм. Вакуумная формовка и формовка под давлением - это разные типы процессов формования изделия.
Термоформование - это производственный процесс, в котором лист пластика нагревается, чтобы стать эластичным, а затем формируется с помощью пресс-формы или мембранно вакуумного пресса, далее обрезается для создания конечной детали или продукта.
Вакуумная формовка - это простейший вид термоформования пластмасс, который использует одну пресс-форму и вакуумное давление для получения требуемой геометрии детали. Он идеально подходит для деталей, которые должны быть точно сформированы только с одной стороны.
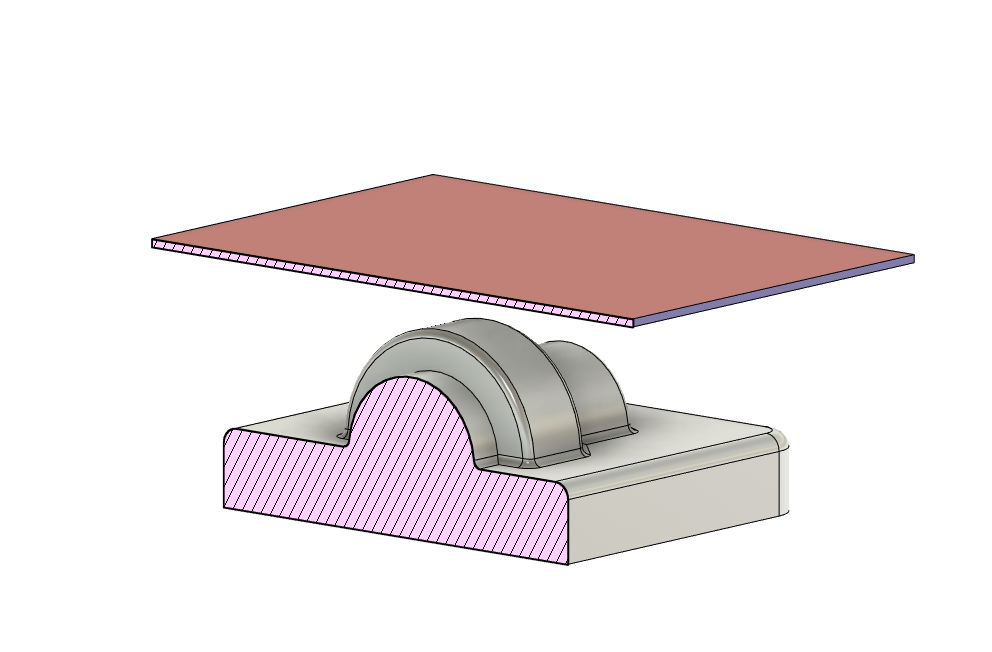
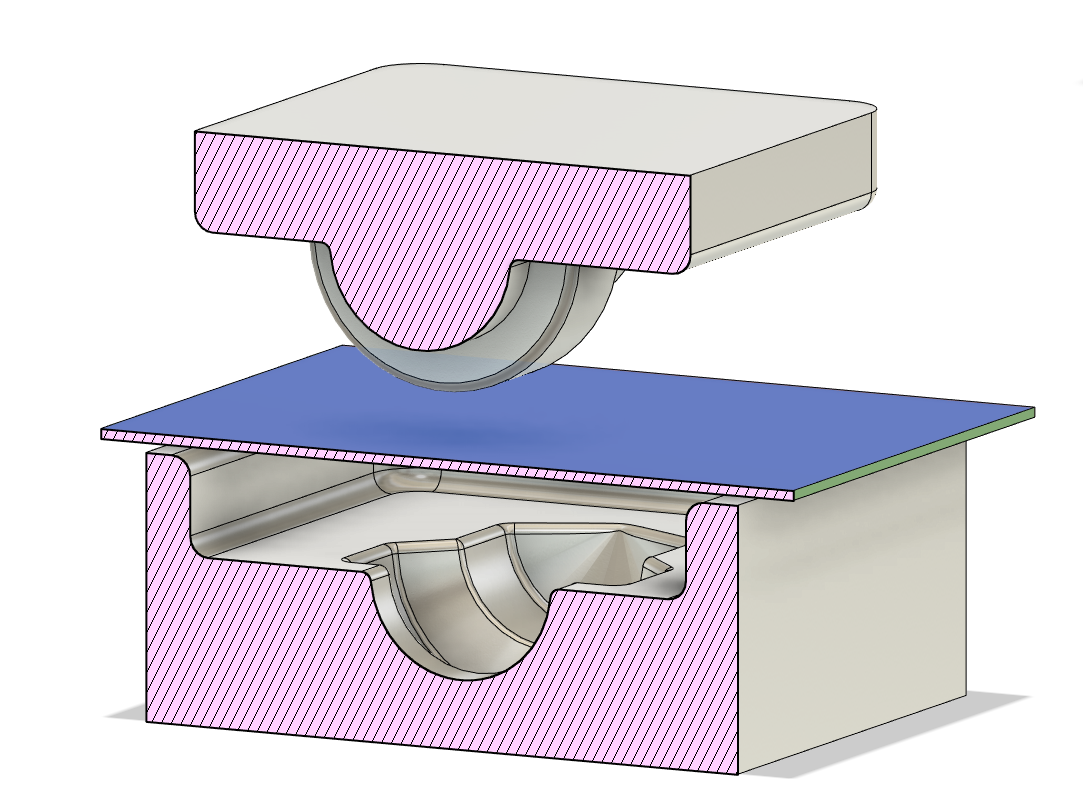
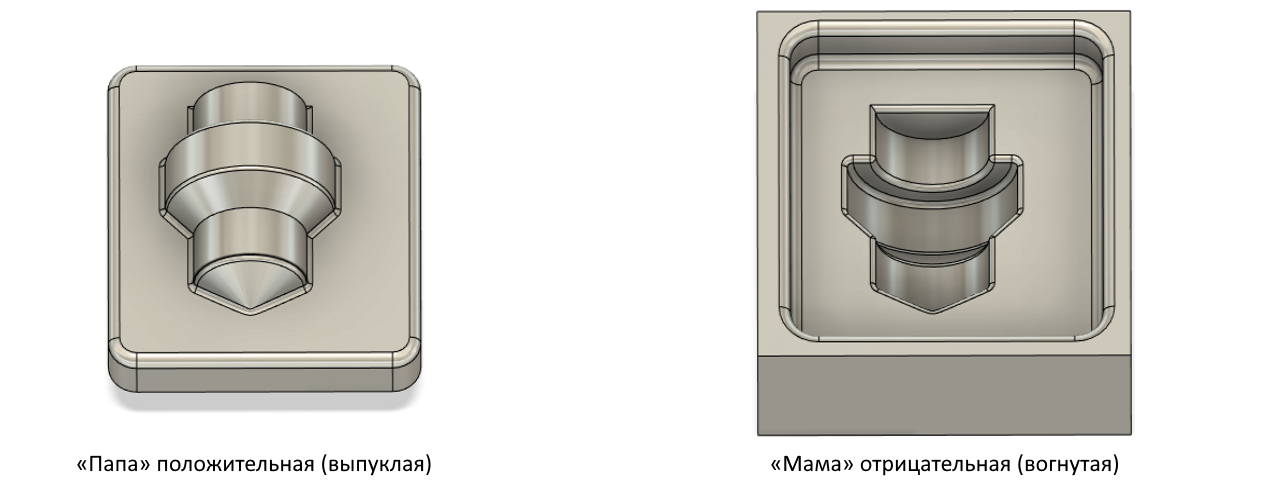
Формование под давлением –это изготовление изделий при помощи двух форм. Существует два основных типа форм, «Папа» положительные (выпуклые) и «Мама» отрицательные (вогнутые). При использовании наружных форм лист пластика помещается поверх формы, чтобы очертить внутренние размеры пластиковой детали. С помощью отрицательных пресс-форм термопластичный лист помещается внутрь пресс-формы для точного формирования внешних размеров детали.
Приведенные ниже шаги описывают типичный процесс промышленного вакуумного формования.
Производственный Процесс
Зажим: пластиковый лист зажимается в рамке или прижимной рамой.
Нагрев: лист и рама перемещаются близко к нагревательным элементам, что делает пластик мягким и податливым.
Вакуум: рама опускается или поднимается стол с формовочным полем, и пластик натягивается на форму, в то время как вакуум активируется, чтобы высосать весь воздух из промежутка между пластиком и формой, образуя таким образом копию матрицы.
Охлаждение и высвобождение: как только деталь была сформирована над пресс-формой, ей необходимо дать время остыть перед удалением. Система охлаждения, такая как вентиляторы и распыляемый водяной туман, иногда используется для сокращения времени цикла.
Общие проблемы и их простые решения.
Спайки.
Понятие «спайка» используется для описания любых нежелательных складок пластика,
которые собираются вокруг или между пресс-формой или пресс-формами, формуемыми в
ВФМ. Скорее всего, это происходит из-за того, что нагретый пластик распределяется
неправильно, когда пресс-форма поднимается, чтобы вступить с ним в контакт. Когда
включается вакуумный насос, пластик тянется вниз неравномерно, и создает эти
нежелательные складки по краям формуемого изделия. Для этого есть четыре основные
причины;
1) Пресс-форма слишком высока;
2) Пресс-форма не имеет достаточных углов тяги;
3) Слишком большое формовочное поле для размеров пресс-формы;
4) Пресс-формы размещены очень близко друг к другу.
Что нужно сделать:
1)Используйте лист меньшего размера, чтобы пресс-форма растягивала пластик ровно;
2)Поместите угловые блоки по углам пресс-формы, чтобы они компенсировали избыток
пластика;
3)Увеличьте скосы углов на пресс-форме;
4)Попробуйте поменять местами положительную и отрицательную формы (пуансон).
Истончение пластика.
Когда нагретый пластик чрезмерно растягивается в процессе формования, он становится
тонким и слабым в определенных местах. Решения этой проблемы, опять же, очень
прямолинейны.
• Увеличьте скосы по бокам формы;
• Уменьшите высоту формы;
• Используйте более толстый пластик;
• Измените дизайн в определенных частях формы.
Расформовка пресс-Формы.
Иногда отформованный пластик очень тяжело снять с пресс-формы. Вот некоторые из
возможных причин, по которым форма застревает в пластике.
• Форма стала слишком горячей после более чем одного цикла вакуумной формовки.
• Пластик долго остывал на форме перед извлечением.
• Возможно, на форме есть отрицательный угол.
• Обратный насос не был использован в конце цикла формования.
Неформованное изделие.
Когда отформованное изделие выглядит не так, как должна выглядеть, но без детализации, которую должна создавать форма. Это может быть вызвано любой из следующих причин.
• В пресс-форме недостаточно технологических отверстий;
• Пластик был недостаточно нагрет;
• Уплотнение между зажимными рамами не герметичен, проверьте вакуум.
Обрезка.
Как только деталь освобождается, лишний материал отрезается либо вручную, либо с помощью станка с ЧПУ.

Затраты на оснастку для вакуумной формовки невелики по сравнению с другими методами формования из-за низких сил и давлений. Формы (матрицы, оснастки) изготавливаются из МДФ, модельного пластика, стеклопластика, эпоксидной смолы для коротких производственных циклов изготовленных на заказ деталей. Для больших объемов производства производители используют более прочную алюминиевую оснастку.
Учитывая широкий спектр доступных вакуумных формовочных машин, а также возможности автоматизации на высоком уровне, вакуумное формование идеально подходит для любого применения, от изготовленных на заказ изделий или прототипов до массового производства. Однако этот процесс предлагает лишь ограниченную свободу формы и может быть использован только для изготовления деталей с относительно тонкими стенками и простой геометрией. Обычно формованные детали включают упаковку продуктов, душевые поддоны, вкладыши автомобильных дверей, корпуса различного оборудования, изготовленные на заказ.
- Вакуумная формовка ограничена свободой, только тонкостенные детали, никакой сложной геометрии
- Время выполнения заказа от 24 часов до нескольких недель
- Время цикла несколько минут, в зависимости от оборудования
Материалы
Большинство термопластиков может быть использовано для термоформирования, предлагая гибкость в выборе материала. Пластмассы, обычно используемые для формовки включают в себя:
- Акрил (PMMA)
- акрилонитрил бутадиен стирол (ABS)
- Полиэтилентерефталат-гликоль (PETG)
- Полистирол (PS)
- Поликарбонат (PC)
- Полиэтилен (PE)
- Поливинилхлорид (ПВХ)